
『鋼道路橋防触便覧』を中心に性能基準を見てみましょう

※ISOでは一般に制限値・基準値は示されていません。実際の塗装現場で適用するに当たり各業界の基準・指針がどのように定められているのかを参考にしていただくために掲載しております。実際に本基準にしたがった塗装を行なわれる場合には、予め最新の情報やご専門機関のご見解をご確認ください。
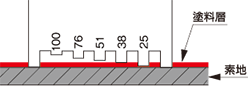
乾燥膜厚
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 使用機器 | 2点調整型電磁膜厚計が一般的に用いられている ゼロ点調整の鋼材は6mm以上の板厚、表面粗さは6μmJIS以下の測定面と同質の鋼板上で行なう |
●2点調整 JISでは『調整』ではなく『校正』という用語が使われています。 ゼロ点と厚みを持つフォイルによる2点で調整校正ができる膜厚計のことです。 2点目のフォイルで調整校正することを慣例的に「標準調整」とも言います。 したがって、2点調整はゼロ点調整と標準調整の両方を行なうこと…とも言えます。 ゼロ点調整は、測定対象となる塗装前の素地か、磁気的性質が同じ金属片を用いて行ってください。 ●電磁膜厚計 コイルの先端に鉄を近づけると距離に応じてコイルを流れる電流値が変化する。この変化を利用して鉄素地上の非鉄皮膜の厚みを測定します。 |

高性能電磁膜厚計 
高性能電磁膜厚計 |
| 校正検査 | 年1回程度は測定精度を検定する | ●校正検査 一般にメーカーは少なくても年に1回校正検査を受けることを定めています。合わせて、使用頻度やフォイルの損耗等によりユーザーが期間を短くすべきかを判断されるように推奨しています。 |
|
| 非磁性調整板 | ゼロ点と目標膜厚と近似の非磁性調整板で行なう | ●フォイルもしくはシム 非磁性標準板は、一般にはフィルム状でフォイル、シム、標準片と呼ばれます。 標準調整点は測定塗膜の最大厚より大きくかつ近い点で行なうと良いとされます。 ただし、第三世代の膜厚計は検量線が直線化しており、調整点を大きくとっても精度の低下を招かなくなってきています。 » レポート |
|
| 注意事項 | 孔やエッジ付近で測定した場合は信頼性が低い | ●端や孔の影響 第二世代の膜厚計では特に影響が大きく出ます。 第三世代の膜厚計の中には影響を抑制できた最新モデルもあります。その他の第三世代の膜厚計ではミニプローブを使用することで影響は小さくなります。 » テストレポート |
|
| 測定ロット | 測定ロットは、塗装系別、塗付方法別、部材の種類別に設定する必要がある。 1ロットの大きさは200~500m²程度とする。 1ロット当たりの測定数は25点以上とする。 各点の測定は5回行ない、その平均値をその点の測定値とする。 |
●調整校正の頻度 JISでは『試験場所に装置(=膜厚計)を作動させるたびに、また、使用中頻繁に(少なくても1時間に1回)適切に作動していることを確認するため装置の校正を行なうものとする』と規定していますのでご注意ください。 |
|
| 管理基準値 | 塗膜厚平均値の差をとって1層当たりの塗膜厚平均値とみなすことも行われるが、最小値と標準偏差については全厚に対してしか知り得ず、管理としては不十分である。 ロットの塗膜厚平均値は、目標塗膜厚合計値の90%以上であること。 測定値の最小値は、目標塗膜厚合計値の70%以上であること。 測定値の分布の標準偏差は、目標塗膜厚合計値の20%を超えないこと。 ただし、標準偏差が20%を超えた場合、測定値の平均値が目標塗膜厚合計値より大きい場合は合格とする。 |
●統計機能 統計機能のある膜厚計を使用することで管理できます。具体的な管理方法についてはガイダンスのページをご参照ください。 » ガイダンス |
ウェット膜厚
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 位置づけ・目的 | ウェット状態での膜厚と乾燥後の膜厚の関係は、塗料の乾燥機構、希釈率、塗付面の粗さ等によって異なるため推定することは難しいが、ウェット膜厚を測定することで、乾燥膜厚に対する目安は得られる。 ウェット塗膜を測定する場合は、ウェット膜厚と乾燥膜厚の関係を知っておく必要がある。 |
 くし形の長所はロータリー形に比べ塗膜に接する面積が最小限で済むことです。短所としては、測定精度があいまいで測定値は歯の刻みのピッチに依存します。その備考欄には、『おおよその目安を与える』と記載されています |

ウェットフィルム膜厚計 |
| 測定機器 | くし形が例示されています。 ウェット塗膜に押し当て、塗料が付着しなかった歯の長さにより膜厚を測定する。 |
維持管理 塗膜劣化
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 劣化モデル | 重防食系の塗膜劣化の代表的な塗膜劣化モデルは、光沢度減少→樹脂成分の劣化による白亜化(チョーキング)・変退色→膜厚の減少。 光沢低下は、白亜化による光沢の低下が最も一般的であるが、塗膜表面の凹凸、しわ、亀裂、汚れなどによっても低下する。 |
ISO 2813/JIS K 5600-4-7に規定された「鏡面光沢度」を測定する反射率計は、高度な再現精度が要求されます。必ず校正証明書が添付されているものを使用すべきです。 | 
鏡面光沢計 |
| JIS K5600-8.3 さびの等級 |
さびの等級についてはJIS本文をご参照ください。 JIS K5600-8.3「第8部. 塗膜劣化の評価-第3節. さびの等級」では、塗膜のさびの程度を基準図版の等級見本と比較し等級づけをする方法を規定しています。基準図版は塗膜を貫通したさびおよび明らかな塗膜下からのさびとの組合せによって種々の等級に劣化させた塗装鋼板面の状態を示すものです。 評価方法は塗膜上のさび Ri をさびのないRi 0~ Ri 5までの等級づけをします。 なお、塗装していない鋼板のさびはこの規定ではなく、JIS Z0313では、 4.目視による清浄度の評価 の項目の a) さび度の評価で行ないます。ISO8501-1の代表写真例と比較しさびの程度をA~Dのさび度として評価します。 |
さびの等級は JIS本文をご覧ください 
さび度 |
付着塩分量
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 付着塩分量測定方法 | ブルッセル法 ISOで規定されている 検知管で測定すると目盛が粗く精度が低くなる恐れがある。 鋼道路橋の防触指針では明確な制限値は設定できない。一般に塗装に対する許容付着塩分量は、NaCl 50mg/m²以下としている場合が多い。 『工場保管時や架設現地保管時などの初期の状態における付着塩分量は、100mg/m²程度を目安として抑えるのが良い』との例示・推奨も記されています。 |
ISO 8502-6, ISO 8502-9, JIS Z0313-5.1により規定されたゴム製のパッチを使用する測定方法です。一般にはブレスルと呼ばれることが多いようです。 ブラスト面などの被塗装表面に専用のパッチを貼り、その中に純粋な水を入れ塩類を溶解させます。それを手などにより汚染されることを防ぐ工夫が施された計測器で電気伝導度率を測定します。 塩化物、硫酸化合物などの個々の量を測定することはできませんが、それらを阻害因子と考え、水可溶性化合物すべてが塩化ナトリウムであると仮定し塩化ナトリウムの表面濃度に換算し表現します。 |
 表面付着塩分の測定 |
鋼道路橋塗装用塗料の試験方法
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 密度 | JIS K5600-2-4.第2部:塗料の性状・安定性-第4節:密度 | ISO 2811:Density の日本語訳版です。 質量を体積で割った値=密度をg/mlで表示しますが、20~100mlの比重ビン(比重カップ)を使用して計測します。 |
 比重計算用 |
| 乾燥時間 | JIS K5600-1-1-4.3.2a.第1部:通則-第1節:試験一般 4.3.2a.乾燥時間-恒温恒湿室 標準状態の温度32℃±2℃、及び湿度50±5%に保持できるもの JIS K5600-3-2:表面乾燥性(バロチニ法)および3-3:硬化乾燥性 |
本件についてはJIS本文をご参照ください。 | |
| ポットライフ | JIS K5600-2-6。 | ISO 9514:Pot Life の日本語訳版です。 本件についてはJIS本文をご参照ください。 |
|
| 塗装作業性 | JIS K5600-1-1-4.2.第1部:通則-第1節:試験一般 4.2. 塗装作業性 | 本件についてはJIS本文をご参照ください。 | |
| 厚塗り性 | JIS K5553-6.9。試料を垂直に保持した試験片の片面に乾燥膜厚が約65μmになるように吹付塗装し、3分間置いてから再び乾燥膜厚が約65μmになるように吹付塗装する。 合計膜厚が130±10μmになるようにする。48時間おいてから目視により観察し、塗面に割れ、はがれが認められない時は「厚塗り性に支障がない」とする。 |
||
| たるみ性 | JIS K5551-7.9。サグテスタを使用。サグテスタで塗ったらすぐに厚い方を下に、塗った軌跡が水平になるようにして試験板を立てる。 塗膜間の無塗装部に塗料の流れ込みがないときに「たるみがない」とする |
 たるみ性試験用 |
|
| 隠ぺい率 | JIS K5659-7.8(ただし長油性フタル酸塗料ではJIS K5516)。なお、JIS5659は「鋼構造物用耐候性塗料」に特化した専門的な規定。 | 一般にはJIS/ISOに適合した隠ぺい率試験紙を使用します。白部の三刺激値Yは80±2、黒部のYは5以下と規定されています。必ず適合するものをご使用ください。また表面はワニスが塗布されていて、溶剤や水で希釈した塗料のヌレ性はあるものの浸透されないものを使用します(=シールタイプを使用します)。 使用するフィルムアプリケータはJIS K5960の付随書2に示されたものが記載されています。  なお、隠ぺい率の測定方法を規定したJIS K5600-4-1では、フィルムアプリケーターを使用するに当たり、均一な塗布厚みを求め、自動アプリケーターの使用で均一な膜が容易に塗布されるので、自動アプリケーターを使用することが推奨されると記載されており、均一な塗布とその実現方法の重要性を強調しています。
なお、隠ぺい率の測定方法を規定したJIS K5600-4-1では、フィルムアプリケーターを使用するに当たり、均一な塗布厚みを求め、自動アプリケーターの使用で均一な膜が容易に塗布されるので、自動アプリケーターを使用することが推奨されると記載されており、均一な塗布とその実現方法の重要性を強調しています。 |
 ISO/JIS規格適合  シングルギャップバード  高性能自動走行 |
| 鏡面光沢度 | JIS K5659-7.9。JIS5659は「鋼構造物用耐候性塗料」に特化した専門的な規定。 | JISは光沢計に高い再現性の性能を求めています。意外に要求をクリアできていない光沢計が市場に出ています。必ず校正証明書が添付されたものを使用してください。 |  鏡面光沢計 |
| 耐おもり落下性 | JIS K5600-5-3-6。デュポン式 | ||
| 付着性 | JIS K5551-7.12。JIS 5551は「構造物用さび止めペイント」に特化した専門的な規定。JIS K5600-6-1に従う。25マス2mm間隔を使用する。 | JIS K 5600-5-6 クロスカット法で規定されたクロスカットガイドを用いて検査することになります。良否判定としては有効ですが、開発や塗料そのものの評価を行なう場合には、プルオフ法を適用すべきであると考えられます。クロスカット法による評価で付着力と正しい相関を得ることはなかなか困難です。 小型で可搬性に優れたデジタル式のプルオフ試験機が開発されていますので、プルオフ法の適用が拡大しています。 |
 クロスカットガイド  全自動プルオフ試験機 |
コンクリート塗装用塗料標準
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| コンクリートとの付着性 | 試料をモルタルに塗り23±2℃で7日間放置。25マス3mm間隔。JIS Z1522:2009 のセロハン粘着テープで一気にはがし、マス目の残存数を調べる。 | JIS K 5600-5-6 クロスカット法で規定されたクロスカットガイドを用いて検査することになります。良否判定としては有効ですが、開発や塗料そのものの評価を行なう場合には、プルオフ法を適用すべきであると考えられます。クロスカット法による評価で付着力と正しい相関を得ることはなかなか困難です。 小型で可搬性に優れたデジタル式のプルオフ試験機が開発されていますので、プルオフ法の適用が拡大しています。 |
クロスカットガイド 全自動プルオフ試験機 |
防食設計―防食仕様における一般外面の塗装仕様
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| ブラスト | ブラスト処理 ISO Sa 2 1/2 <補足> 素地調整程度1種では、黒皮・さび・塗膜を除去し、清浄な鋼材面を露出する程度まで処理する必要がある。ISO規格では「Sa 2 1/2」、SSPC規格では「SP-10」グレードである。素地調整程度の判定には、ISO 8501の判定見本写真と処理面とを目視で対照し、判定する方法が一般に行われている。(『鋼道路橋塗装・防食便覧資料集』より) <補足> ブラスト作業終了後、有機ジンクリッチペイントは4時間以内に塗装しなければならない。(『鋼道路橋塗装・防食便覧資料集』より) |
Sa 2 1/2は、ブラストの粗さとは関係なく、ブラストによりどの程度錆が除去できたかの除錆度を示しています。 Sa 2・1/2は、『拡大鏡なしで、表面には目に見えるミルスケール、さび、塗膜、異物、目に見える油、グリースおよび泥土がない。残存するすべての汚れは、その痕跡が斑点またはすじ状のわずかな染みだけとなって認められる程度』をさしますが、JISでは「評価に際しては ISO8501-1およびISO8501-1 Supplement(追補)の代表写真例と比較する」と記されています。 |
さび度  ISOブラスト比較板  ASTMブラスト比較板 |
| ブラスト表面粗度 | <補足> ブラスト表面処理後の表面粗度の確認は、標準見本板などを用いて目視により確認するのが一般的である。(『鋼道路橋塗装・防食便覧資料集』より) |
IS Z0313には「塗装のための素地表面のためのブラスト処理面では…粗さの平均よも最大の粗さの方が重要である。このJISではRaのような平均的な粗さは対象としない」と記されています。 ISOブラスト比較板に示された粗さの表記も最大粗さに基づくものとなっています(区分長さ2.5mmの山谷の最大値(Ry5)を計測し、特異な値にならないようにそれを10区分測定し、その最大粗さの平均を表記しています。Raのような粗さの平均ではなく、あくまで最大粗さに基づく表記となっています)。 |
さび厚
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| さび厚測定法 | 電磁膜厚計によって計測した値を求めるが、厳密なさび厚さを求める方法ではなく、さび状態を特定するためのもの。 鋼板表面に付着したほこり、異物、浮きさびをはけで除去し、対象物のさび厚を測定する。 さびの状態がうろこ状や層状になっている場合であってもそのまま計測する。 さび層の中に空洞部があることが予想される場合であってもその空洞部厚を含んだ値として記録する。 層状さびではく離した場合は、はく離さびを除去して計測するが、その状況を記録する。 測定点数 約10cm正方形を想定し、各辺の端点と中央点を目標として、合計9点を測定することを標準とする。 |
高性能電磁膜厚計
高性能電磁膜厚計 |
鋼板の厚み
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 板厚計測法 | 重要なことはモニター点を設定し初期値を記録しておくことである。 計測精度はマイクロメーターは0.01mm、超音波厚み計は0.1mm程度であるが、マイクロメーターははさむため腹板などでは計測できない。 またマイクロメーターでは両面を平滑にしなければならないが、超音波厚み計では片面だけを平滑にすればよい。 モニター点に対して初期板厚を計測し、板厚の片面に1cm程度の円形面(矩形面でも可)を塗装する。 追跡時には、この塗装面を塗装剥離剤を用いて塗装を除去し鋼材表面を出して、この面から超音波厚み計で板厚計測をする。その後除去した面を補修塗装する。 計測点数:10cm円形モニター点の塗装を全面あるいは直径線部を除去し、直径線上に10点を計測する。 |
現実的には超音波厚み計を使用することになると思います。 最新の超音波厚み計は塗膜の上から測定することも可能です。 |
 超音波厚み計 |
亜鉛メッキ層の厚み
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| 溶融亜鉛めっき皮膜厚さ測定方法 | 2007年のJIS H 8641の改定で、当事者間の協定で付着量試験としてJIS H0401の磁力式厚さ試験を行なっても良いとされている。 JIS HJ0401:溶融亜鉛めっき試験方法の2.磁力式厚さ試験 "磁力式測定装置を用いて製品のめっき皮膜の厚さを測定し、その皮膜厚さから換算によって付着量を求める。 A=7.2×t A:亜鉛付着量(g/m²)、t:めっき厚さ(μm) ※めっき皮膜の密度を7.2g/cm³とする ただし、溶融亜鉛メッキの皮膜組成や表面粗度の差および補正の方法によって誤差を生じることがあるので、電磁式膜厚を利用するときはJIS H8501に準拠する。 JIS H8501:めっきの厚さ試験方法 素材の差によるずれを0点調整で校正し、さらに試料の厚さに近い標準を用いて校正を行なう(2点校正)。 |
溶融亜鉛メッキ(いわゆるどぶづけ)の場合、亜鉛層と鉄素地の間に亜鉛と鉄との合金層が形成されます。この合金層は一般に亜鉛に近い方は亜鉛の割合が多く鉄素地に近づくにつれ鉄の割合が多くなる連続して割合が変化する合金層となります。電磁膜厚計ではこの合金層のどこかで鉄に感応し素地表面と見なします。そのため重量法により得られた結果より薄めに表示されます。 | 高性能電磁膜厚計
高性能電磁膜厚計 |
金属溶射施工法
| 項目 | 規定・指針例 | COTECによる補足 | 対象製品のご案内 |
|---|---|---|---|
| ブラスト法 | <補足> 表面粗さはRz50μm、Ra8μm以上とするが、実際の施工で計測器を用いて表面粗さを測定することは煩雑となるため見本板 ISO 8503-1との比較により管理する。(『鋼道路橋塗装・防食便覧資料集』より) |
ISOブラスト比較板 |