PSPC (崙嵺奀帠婡娭:IMO揾憰惈擻婎弨) & QUALICOAT (傾儖儈僯僂儉揾憰昳幙婯奿丒擣徹僔僗僥儉)丂偺専嵏偵偮偄偰
COTEC NEWS Vol. 09-07 [2009擭7寧崋]
奩摉偡傞専嵏婡婍摍偺巊偄曽偺僸儞僩廤 HINT & HIT 傪弨旛拞偱偡丅師夞偺 NEWS 俉寧崋偱偛埬撪偄偨偟傑偡丅
枌岤應掕
- PSPC丗
90/10儖乕儖 - QUALICOAT丗
EN ISO 2360
PSPC偺90/10儖乕儖 丗 乽慡枌岤應掕揰偺90亾偼揾椏僗儁僢僋偑媮傔傞NDFT(岞徧姡憞枌岤)埲忋偱丄側偍偐偮巆傝10亾偺枌岤偼0.9×NDFT傪壓夞傜側偄偙偲乿傪堄枴偟傑偡丅偙偺90/10儖乕儖懳墳婡擻傪搵嵹偟偨枌岤寁傕搊応偟偰偄傑偡丅
QUALICOAT偵偍偗傞枌岤應掕偼ISO偵婎偯偒埲壓偺傛偆側奣棯偵側傝傑偡丅
應掕僒儞僾儖偼柍嵎暿拪弌偱儘僢僩1乣10偺応崌偼慡悢専嵏丄11乣200偺応崌10丄201乣300偺応崌15丄301乣500偺応崌20傪拪弌偟傑偡丅
帋尡偡傞奺晹嵽偺桳岠柺偐傜彮側偔偰傕5儠強丄奺儠強3乣5夞偺寁應撉傒庢傝傪峴側偄偦偺暯嬒抣偑應掕抣偲偟偰婰榐偝傟傑偡丅巜掕枌岤偺80亾埲壓偺應掕抣偑偱偁偭偰偼側傜偢丄偁偭偨応崌偵偼偡傋偰偑晄崌奿偲傒側偝傟傑偡丅

PSPC丗
- Brasting and profile
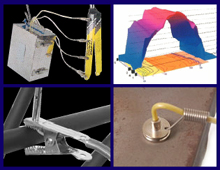
僽儔僗僩偺慹偝 - Enviromental conditions
業揰丒幖搙丒壏搙
慹搙偼乽30-75兪m偺娫偲偡傞乿偲掕傔傜傟偰偄傑偡偑丄僷儔儊乕僞乕(嵟戝崅偝or暯嬒丠)偺巜帵偼偁傝傑偣傫丅揾椏僗儁僢僋側偳偱妋擣偡傞昁梫偑偁傝傑偡丅嬶懱揑側慹偝偺昡壙曽朄偼丄ISO 8503-1/俀(昞柺慹偝偺帋尡昡壙偺乽斾妑斅偲偺斾妑曽朄乿)傪梡偄傑偡丅ISO斾妑斅偼Ry5偱應掕偟偨係抜奒偺慹偝偺柺偑偁傝傑偡丅側偍丄ISO婯奿偵偼側偄Ra偱應掕偟偨斾妑尒杮斅傕偁傝傑偡丅
嘆幖搙85亾埲忋偺応崌丄嘇峾嵽昞柺壏搙亅業揰偺儮T偑俁亷枹枮偺応崌丄僽儔僗僩傪巤偡偙偲偼偱偒傑偣傫丅姡幖媴壏搙寁傪庤偱帩偭偰夞揮偝偣傞傾僫儘僌曽幃偱傕業揰偼媮傔傜傟傑偡偑丄惛搙偼侽乣20亷偱亇2亷丄20亷埲忋偺応崌偱亇6亷偱偡偺偱丄惛搙偲婰榐曐懚惈偺娤揰偐傜傕僨僕僞儖幃偑傆偝傢偟偄偱偟傚偆丅

PSPC丗
- Sodium Chroride
墫暘擹搙(昞柺晅拝墫椶) - Dust
僟僗僩(暡恛)
墫壔僫僩儕僂儉偼50倣g/倣²埲壓偲偡傞偙偲偲掕傔傜傟偰偄傑偡丅應掕曽朄偼ISO 8502-9(應掕婍嬶偵傛傞惔忩搙偺帋尡昡壙亅昞柺晅拝墫椶)偺乽揹婥揱摫棪應掕偵傛傞昞柺晅拝墫椶偺昡壙朄乿傪梡偄傞傛偆掕傔傜傟偰偄傑偡丅
偨偩偟丄挭晽傪捈愙庴偗傞傛偆側晹埵偱側偗傟偽婎弨抣傪挻偊傞働乕僗偼婬偱偁偭偨傕偺偺丄尋嶍嵽偺墭愼偵傛傝張棟柺偺墫暘擹搙偑忋徃偟偨働乕僗偑偁偭偨偦偆偱偡丅夞廂嵞棙梡偡傞尋嶍嵽偺墫暘擹搙傪應掕偡傞偙偲傕廳梫偱偡丅
僟僗僩偺専嵏偼丄擲拝僥乕僾傪張棟柺偵堦掕偺椡偱埑拝偟丄晅拝偟偨暡恛偺戝偒偝偲検傪敾掕偡傞偙偲偱峴側偄傑偡丅100兪倣埲忋偺僟僗僩偵偮偄偰僟僗僩検偼乬1乭偲掕傔傜傟偰偄傑偡丅

QUALICOAT丗
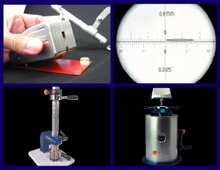
- Indentation
墯傒峝偝 - Cupping丄Bend丄Impact
婡夿揑惈幙帋尡
墴崬傒峝偝偼丄ISO 2815偵婯掕偝傟偰偄傑偡偑丄JIS壔偼偝傟偰偄傑偣傫丅嬶懱揑偵偼寛傔傜傟偨宍忬偱堦掕帪娫揾枌傪5N偺椡偱墴偟丄偦偺墯傒偺巆傝嬶崌偱丄揾枌偺墴偟崬傒偵懳偡傞掞峈傪應掕偟傑偡丅
婡夿揑惈幙偱偼丄孅嬋偝傟偨帪偺揾枌偺妱傟傗偼偔棧傪妋擣偡傞嬋偘帋尡丄墴崬傒傛傞晹暘曄宍傪庴偗偨偲偒偺妱傟傗偼偔棧傪妋擣偡傞僇僢僺儞僌帋尡丄偍傕傝偺棊壓偵傛傝曄宍偟偨偲偒偺妱傟傗偼偔棧傪妋擣偡傞徴寕帋尡偑婯掕偝傟偰偄傑偡丅
偦傟偧傟ISO/JIS偵婯掕偝傟偰偄傞帋尡偱偡偑丄QUALICOAT偵偼乽彮側偔偰傕8帪娫偺儚乕僋僔僼僩偛偲偵1夞丄奺怓丄奺岝戲丄偍傛傃僒僾儔僀儎乕偛偲偺帋尡曅偵偮偄偰帋尡偟側偗傟偽側傜側偄乿偲婰偝傟偰偄傑偡丅
QUALICOAT丗
- Stoving conditions
從晅偗壏搙嬋慄偺嶌惉
QUALICOAT偱偼乽1廡娫偵1夞丄宍忬偵揔梡偟偰從晅偗壏搙嬋慄傪嶌惉偟側偗傟偽側傜側偄乿偲婰偝傟偰偄傑偡丅
應掕億僀儞僩偼丄乽旐張棟暔3儢強丄嬻婥壏搙1儢強乿偲婰偝傟偰偄傑偡丅擬曄怓嵽(壏搙昞帵儔儀儖側偳)傪惢昳偵揬傞偙偲偱惢昳壏搙傪抦傞偙偲傕壜擻偱偡偑丄偦偺応崌偼嵟崅摓払壏搙偑傢偐傞偩偗偱丄搑拞偺宱夁傗僉乕僾帪娫偼暘偐傝傑偣傫丅傗偼傝楩撪傪惢昳偲偄偭偟傚偵棳偣傞僨乕僞儘僈乕偵傛傝寁應偟丄PC僜僼僩偵傛偭偰僌儔僼壔丒曐懚偡傞曽朄偑揔愗偱偟傚偆丅

壏搙昞帵儔儀儖偺椺